|
不锈钢管厂家切断不锈钢管或坡口时存在缺陷
用氧-乙炔焰切断不锈钢管成坡口时切削速度过快,或加热时直接放在焦碳上,或三通开孔用氧-乙炔焰,或异径管现场摔制等,直接影响使用性能。
问题分析
(1)不锈钢管有一定的特性,如果用氧-乙块焰切断、开孔时会生成熔点高的氧化铬,很难切断,开孔成形也很差。
(2)坡口切削速度过快容易损坏刀具。
(3)不锈钢管加热直接放在焦炭上会发生增碳现象。
(4)异径管现场摔制须加热,直接影响不锈钢的性能和使用功能。
(1)不锈钢管的切割。由于不锈钢具有较高的轫性和耐磨性,硬度较大,并且在切削的地方容易产生冷硬的倾向。工程中,常用的切割工具有手锯、砂轮切割机、锯床及等离子切割机等。一般高碳钢锯条的速度比较慢,而且锯条耗损量大,故手锯及锯床的锯条要采用耐磨的锋钢条。不锈钢管禁止用氧-乙炔焰进行切割,以免产生难熔的氧化铬。
同时安装数种品种不同的不锈钢管时,为方便安装时辨认,避免材质搞错,切割下的管应在管端打上钢印。
(2)不锈钢管的弯曲。不锈钢管需要加工弯管时,一般用热搣,小管也可用冷搣。用于搣弯的管子,材质应与所安装的直管段相同,且不得用负公差的管子搣弯。
1)管子如采用热搣方法弯曲,管内应灌砂,且用纯铜榔头或木榔头振实,但不能用铁榔头。管子必须在专用的加热炉中加热,加热温度须达到1100-1200℃。为了使不锈钢管在加热时不产生渗碳现象,可将其放在碳素钢隹管内进行加热。碳钢套管应比不锈钢管管径大1-2挡,不允许将不锈钢管直接接触火焰。
在搣弯过程中,应严格控制温度,弯曲结束时,管子的温度不应低于900℃。热搣结束后,必须立即将管子再次加热到1050-1100℃,然后用水急冷进行淬火处理。
由于不锈钢管子热搣温度控制要求较高,热搣后需要进行热处理,因而热搣法在小口径不锈钢管子上不大采用。小口径不锈钢讶大多在火焰管弯机上进行,弯曲半径不应小于外径的3.5倍。
2)当小口径不锈钢管采用冷弯时,弯管一般是在手动或电动、液压管弯机上进行。为了减小弯曲的椭圆度,小管弯曲时也应在管内灌砂后再弯。
(3)不锈钢管道的坡口应符合下列要求:
1)不锈钢管道的坡口应用电动坡口机、手动坡口器等机械进行加工;
2)不锈钢管道具有韧性大、高温力学性能高、切削黏性强和加工硬化趋势强等不利因素,切削时速度一般只能采用碳素钢的40%-60%,刀具应用高速钢或硬质合金钢制作。
(4)制孔。当不锈钢管需要开孔接出支管时,由于不锈钢具有较高的耐磨性和韧性,硬度较大,容易产生冷硬的倾向,因此,不锈钢开孔比较闲难,一般用钻床、铣床、镗床等进行钻孔加工。
1)果孔径较小,用钻床钻孔时,应根据划线一次钻好;孔径较大时,可按孔径轮廓先钻出若干-2的小孔,用锋钢凿凿去残留部分,然后用角向砂轮或锉刀等去掉毛刺并打磨好。
2)钻孔时,钻头不得在管道表面滑动,以防划伤管道。
3)在没有机械的情况下,采用电弧气刨开孔和切割比较合适,但必须留出3-5mm的余量,然后用角向砂轮磨光并打坡口。
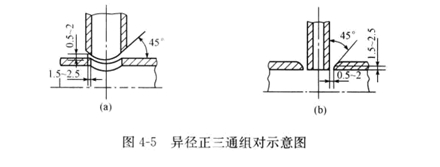
4)开孔的孔径应和管子的内径相一致。支管打坡口如图所示;如果支管孔径在主管管径1/3以下时,也可将支管插人主管孔内。但支管管端应与主管内壁相平。支管不得伸入主管管腔内。
(5)热处理。奥氏体不锈钢管道经冷加工或焊接后存在内应力,如果输送的介质含有氯(或溴)离子时,会引起应力腐浊,促使管道破坏。
1)管道冷却后消除应力的方法是将管件加热至250-425℃,多采用300-350℃。不含钛或铌的管件在进行回火处理时应小于450℃。
2)焊接应力的消除需在较高的温度下进行,一般为850-870℃。含钛或铌的管件冷却方式可在空气中立接冷却,不含钛或铌的符件应经水冷至450℃(即以较快速度通过危险范围)以后,再空气冷却。
(责任编辑:admin) |