|
不锈钢圆管的刀瘤生成原因以及优缺点 a.刀瘤的生成
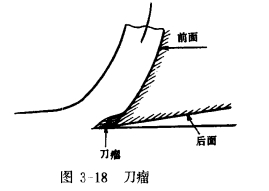
切削软钢之类的延性好的材料时,如图3-18所示,车刀的刀尖上产生层状的材料堆积物,叫做刀瘤,这是由于车刀与切屑之间在高温高压下产生摩擦,材料的粒子在车刀的前面和后面连接而产生的。由于其自身产生非常明显的加工硬化,比材料还硬,比切屑也硬得多。
但是,若刀瘤发展到一定程度,在其内部则产生破坏,一部分和切屑一起被去掉,一部分则残留在切削加工表面上。而且,一般在1/10-1/200秒内周期地反复生成、成长、分裂和脱落。
b.刀瘤的优点和缺点
由于整个刀瘤的前角为30°-35°,使车刀前端变得尖锐,切削阻力减少。但是,车刀的最前端多是圆形的,切入材料中时,切削阻力增大。由于刀瘤极硬,认为能对车刀切削起到保护作用。可是脱落的部分刀瘤成硬粉末,擦伤车刀的前面,使车刀的切削面磨损严重,常常缩短车刀寿命。
另外,刀瘤摩擦车刀背面,将加工面变糙,由于这种情况反复地发生和脱落,进刀黾变动时车刀振动,成为产生振动的原因,这多半会使光洁度恶化。为广防止产生刀瘤,最好赴把前角加大,进刀资变小,或者进行切削速度在150米/分以上的高速切削。
使用切削剂前,防止刀尖温度升高(原文误为下降。一校者),很有效果。
车刀的材质与被切削的材料之材质愈相近,愈容易产生刀瘤,材质相差愈大,愈不易产生刀瘤。
例如,被切削材料是软钢,车刀的材质则按碳素工具钢→高速钢→硬质合金→陶瓷的顺序,越难于产生刀瘤。
|
全国统一热线:
400-669-8929