|
不锈钢方管压力穿孔操作简介 压力穿孔法是艾哈德于1891年与顶管机一起发明的,以后1943年卡尔梅斯又将其与延伸机配合用于皮尔格轧管机组,目前主要是顶管机组和皮尔格机组采用这种穿孔方法。
这种压力穿孔法实际上是一种挤压冲孔法,它以方坯或带波浪的多角形钢锭为料。挤压过程有开口式和闭口式之分。当开口式挤压时,金属在各个方面的流动不受限制。当过程为闭口式时,金属仅在轴向上流动,而金属在其他方面的流动则受到模壁的限制。坯料加热至1250-1280℃并经定型机定型后在压力穿孔中穿成杯形毛管。
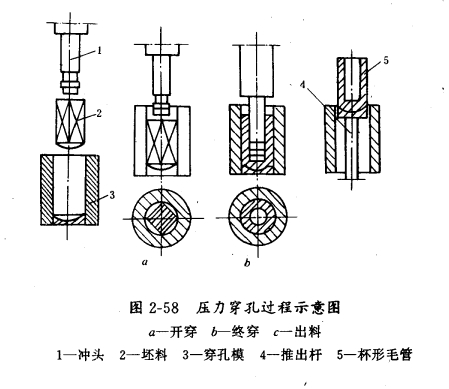
压力穿孔过程如图2-58所示。将加热好并经定型的坯料,装入模孔为圆形的穿孔模内,利用液压缸给冲头以挤压力,使冲头压入坯料内,冲头底形成的锥形接触变形区起到锥劈的作用,将坯料中心部分金属挤扩到边部,金屈充满坯料与模壁之间的自由空间而得到杯形毛管。穿孔结束后,用推出杆将毛管从模中推出,送往下一工序,然后再进行下一根毛管的穿孔。
这种穿孔方法有好的应力状态条件,可以穿制塑性差的钢锭及合金钢等,但终穿时穿孔压力很大,故无法全部穿通,只能穿制出杯形毛管。此外,如果坯料很长,会因冲杆顶弯而出现大的壁厚不均,因此,目前这种方法的穿孔比(孔深与孔径之比)不大于7-10。
方坯或带波浪的多角形坯(锭)在圆模中穿孔开始阶段乃属于开式冲孔,由冲孔挤出的内孔金属体积,等于模壁与坯料表面之间的自由空间的体积。如果挤出的金属体积小于自由空间的体积,则出现欠充满而毛管不圆;相反则出现过充满,金属沿整个圆周与模壁接触而成为闭式冲孔过程,此时由于模壁摩擦阻力的影响,使穿孔压力显著增大。因此目前生产中控制过充满度在0-10务范围内,相应的延伸系数为1.0-1.1由于这个缘故,这种方法又称为充式穿孔法。
|
全国统一热线:
400-669-8929